7X24小时服务热线:
15224321888

联系我们
CONTACT US联系人:李经理
手 机:15224321888
电 话:0635-5285928
地 址:山东省聊城市冠县烟庄街道办事处北环路与东环路口交叉口
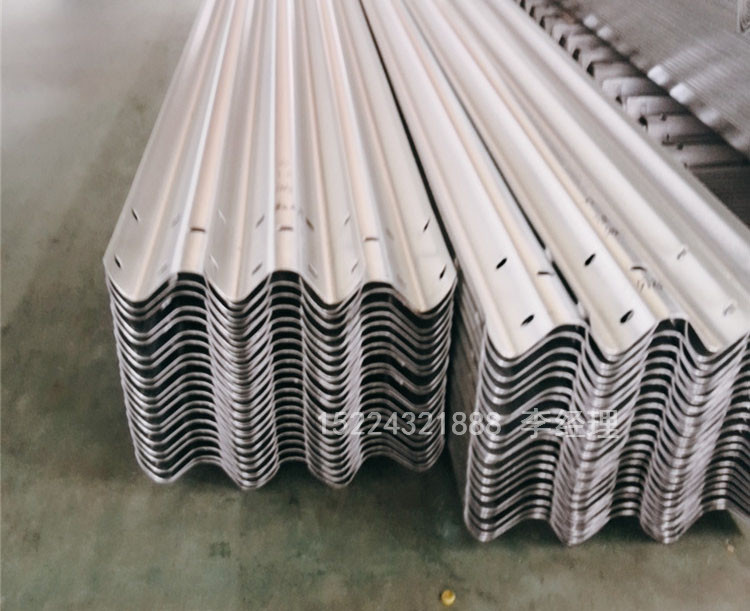
护栏板粉末飞扬,上粉率低主要原因:①静电发生器无高压或不足;②工件接地不良;③气压太大;④挂具导电不良;⑤粉末品质不佳;⑥回收装置风道堵塞或回收系统无法正常运转。解决措施:①检查有无高压输出;②检查输送链接地是否良好…
护栏板喷塑过程中二次喷涂起雪花主要原因:①电压过高;②出粉量太大;③喷枪与工件距离太近;④待喷工件再次磷化处理。解决措施:①降低电压;②减少出粉量,降低供粉气压和增大雾化气压;③适当增大喷涂距离;④返工件不要经过磷化…
护栏板粉流粉杠主要原因:①喷枪开始工作时,出粉不均匀;②喷粉太厚,粉层掉落;③磷化不充分,存在粉杠现象;④静电枪输出不稳定。解决措施:①正式喷涂前先让喷枪空喷3~5min,等出粉稳定后再进入正式喷涂;②控制喷枪条件,不使…
护栏板喷枪不出粉或出粉量越来越少主要原因:①喷粉管材质差,粉末易附着在管内壁;②气压或气量不足;③输粉管受热,粉末在管中结块;④输粉管弯折、扭曲;⑤粉末结块,无法正常流化。解决措施:①更换高质量的喷粉管材;②检查气源…
砂粒主要原因:①均匀密集出现;②呈突起的圆形,数量不多;③少量砂粒,大小不一;④工件表面有杂质,有时呈放射状或细长型;⑤少量黑色颗粒。解决措施:①测定膜厚是否符合工艺要求;②检查粉末质量,是否存在胶化粒子,另检查磷化…
护栏板在喷塑中局部不均匀,流平度不稳定主要原因:①由膜厚不均匀引起;②粉末粒度前后变化大;③高压击穿;④文丘里管磨损,出粉不均;⑤使用的输粉管与设备不适应;⑥输送链有挤动现象,走速不均;⑦流化桶中多孔板损坏或局部堵塞…
护栏板喷塑时光泽不稳定主要原因:①光泽偏低;②光泽偏高;③光泽上下波动;④光泽突然降低。解决措施:①检查烘烤温度是否偏高,或烘烤时间是否偏长,向粉厂咨询烘烤条件,另可检查粉末的含水率和喷房的温度;②核定烘烤温度和时间…
护栏板在喷塑时涂层发黄变色的原因主要原因:①烘道或烘箱设定温度过高;②直接燃气进入烘箱或烘道;③工件在烘道或烘箱里停留时间过长,或输送链停止运转;④粉末质量;⑤工件反复烘烤2 次以上;⑥涂料严重变色。解决措施:①了解正…
联系人:李经理
手 机:15224321888
电 话:0635-5285928
地 址:山东省聊城市冠县烟庄街道办事处北环路与东环路口交叉口
服务热线